При строительстве зданий, помещений различного рода функционала, один из самых важных пунктов производимых работ – оборудование надежного фундамента. Если несущее основание выполнить не слишком качественно, не в соответствии с существующими нормами и стандартами, любой дом, наверняка, простоит недолго – по крайней мере, регулярные трещины и капитальный ремонт будут обеспечены. Поэтому всегда очень остро стоит вопрос укрепления фундаментальной конструкции при помощи арматуры – специальных металлических прутьев, железной основы всякого железобетонного изделия. Добиться желаемой крепости можно двумя способами:
- вязкой элементов арматуры с применением вязальной проволоки;
- сваркой арматурных стержней в единый неподвижный каркас.
У профессиональных строителей, когда возникает вопрос, вязать или варить, и можно ли сваривать арматуру для фундамента, рассматривается каждый конкретный случай, и решение принимается в индивидуальном порядке, с учетом всех входящих условий.
Кстати, специалисты в вопросах строительства так и не пришли к единому мнению, какой из способов армирования считать более предпочтительным. Свои сторонники есть и у вязки, и у сварки арматуры для фундамента.

Сварка для фундаментной арматуры
Плюсы и минусы сварочных работ
Перед тем, как остановиться на одном из способов армирования фундамента для строящегося здания, еще на проектной стадии следует рассмотреть сильные и слабые стороны каждого из них. Из преимуществ сварки для соединения арматурных элементов сразу же можно отметить их быстроту и получение более прочного, нерушимого каркаса. Этот способ является наиболее оптимальным при возведении крупных, габаритных объектов, к примеру, производственных помещений различного характера. Однако сварка арматуры для фундамента имеет и свои минусы, о которых рассказывается ниже.
- Крайне не рекомендуется специалистами использовать сварочное соединение арматуры в зонах с повышенной сейсмической активностью, либо на подвижных грунтах (к которым, кстати, относятся и сыпучие). Слишком подвижные почвы неизбежно со временем дадут усадку произведенного данной методикой фундамента. Из-за нее жесткие сварные соединения в конструкции может разорвать. В такие условиях рекомендуется использовать проволоку и способ соединения арматуры – вязку: она скрепляет каркас относительно подвижно, прочно, но дает возможность элементам фундамента в определенных границах смещаться даже при ощутимых сдвижках грунта. Такое ограничение существенно уменьшает область применения сварки при закладывании несущих конструкций зданий.
- Процесс сварки влияет и на соединяемые элементы. На арматуру воздействует очень высокая температура. В результате происходит некоторое разрушение структуры металла в местах проведения сварочных работ, что негативно сказывается на общей жесткости и прочности самого каркаса.
Тем не менее, сварка все же остается ведущим способом оборудования фундаментов под большие здания.
Сварная арматура для фундамента — особенности применения

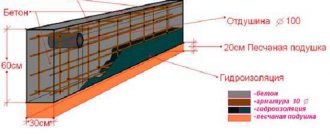
В строительстве архитектурных сооружений главной задачей является подготовка прочного фундамента, который будет противостоять внутреннему усилению на сжатие опор стен и нижнего грунта. Основа фундамента — бетон, который состоит из песка, цемента и воды, при застывании он выдерживает большие нагрузки. Физические характеристики цементного материала не могут гарантировать отсутствие деформации основы сооружения.
Для противостояния сдвигам фундамента, возникающим при перепадах температур и других природных факторах, используют металл обеспечивающий надежную фиксацию. Армировка — это обязательный процесс в ходе строительства. В процессе эксплуатации сооружения возникает осадка, при этом грунт под фундаментом уплотняется. Процесс должен проходить равномерно по всей протяженности ленточного фундамента. В таких случаях внутренние усилия в фундаменте не возникают.
Добиться равномерности и снизить осадку можно при использовании фундаментных лент с арматурой, ширина которых определяет величину нагрузки.
Фундамент является основой архитектурного строения, при закладке основания соединений для прочности используют два способа: сварку и связку. Каждый из них имеет свои плюсы и минусы. Некоторые строители предпочитают использовать для укрепления фундаментной основы сварку, в таком случае соединение производят в местах пересечения арматуры. Способ достаточно простой и надежный, особое внимание при нем уделяется армировке углов, чтобы стальные элементы, являлись соединяющим звеном одной и другой стены.
Процесс сварки арматурного каркаса
При больших объемах строительных работ элементы свариваются воедино в заводских условиях. Вкратце данный процесс выглядит следующим образом.
Заготовка арматуры
- Заготовка арматуры; проверка качества элементов. На этом этапе выбираются арматурные заготовки, соответствующие стандартам и определенным характеристикам.
- Зачистка заготовок. На данном этапе с арматуры снимают не только грязь и пыль, но и следы коррозии, если они имеются. А материал обрабатывается соответствующим образом.
- Разметка и нарезка элементов в соответствии с планом здания. Производятся замеры, согласно проекту и материал нарезается в необходимом количестве.
- Из прутьев собирается и при помощи сварки прихватывается горизонтальная конструкция.
- Вертикальные элементы размещаются на расчетной дистанции; проверяется их перпендикулярность остову каркаса.
- Прутья еще раз выверяют на адекватность всей арматурной конструкции.
Сваренная арматурина
На последнем этапе проводятся финальные сварочные работы для окончательного соединения элементов в запланированный проектом каркас.

Процесс сварки
Виды сварки арматуры по ГОСТ
Согласно нормативу ГОСТ 14098-91 стыкование арматуры бывает:
- электрошлаковым полуавтоматическим;
- ванно-шовным;
- электродуговым ручным;
- контактным;
- ванным.
При этом само сварное соединение может быть:
- нахлесточным (при электродуговой ручной сварке);
- стыковым;
- тавровым (точечная контактная сварка, для которой используется один электрод в ванне).
Рассмотрим наиболее распространенные методы сварки арматуры подробнее.
Соединение арматурных элементов
Данный процесс может вестись несколькими способами:
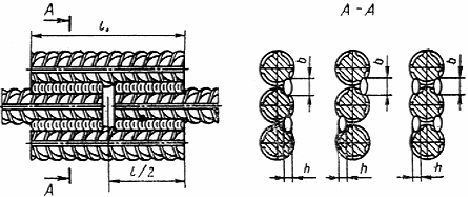
- встык;
- внахлест;
- накрест;
- тавровым образом.
Тавр и встык считаются не слишком желательными. В обоих случаях элементы соединяются под прямым углом, а значит, конечное изделие на изгиб будет показывать недостаточную прочность. Однако такие соединения все же иногда используют, если избежать подобной стыковки не представляется возможным по каким либо объективным причинам. Обычно же в длину арматура варится нахлестом, а поперечины фиксируются крестом. Хотя, заметим, что, к примеру, американские стандарты крестовых пересечений в строительстве фундаментов не признают.
Перед проведением работ по каркасу обязательно проводится тестовая сварка. Для нее берутся два небольших прута; элементы соединяются, а после остывания шов обследуется на качество. Контролируется появление трещин, состояние образующегося шлака, глубина проработки тела арматуры. Если хоть один из параметров кажется недостаточно соответствующим стандартам и условиям, в сварочном аппарате отлаживают силу тока или меняют электроды.

Как варить арматуру
Меры безопасности
Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
Исполнитель в обязательном порядке должен использовать средства защиты: маска, спецодежда и краги.
Оборудование должно быть исправным и иметь заземление. Недопустимо проводить сваривание в условиях высокой относительной влажности.
Особого упоминания требуют меры безопасности при проведении сварочных работ на высоте.
Как следует осуществлять на высоте
Сварочные работы на высоте следует выполнять в соответствии с правилами техники безопасности. Следует особо подчеркнуть несколько важных моментов:
- сваривание арматуры на высоте необходимо осуществлять с лесов, подмостей, навесных люлек или приставных лестниц, имеющих площадки с ограждениями и настил из несгораемых материалов;
- при невозможности установки вышеперечисленных средств, работы можно вести с ранее смонтированных конструкций с ограждениями, к которым можно прикрепить предохранительные пояса (они применяются при работах на высоте свыше 1,5 метров);
- при выполнении работ в несколько ярусов, необходимо присутствие ограждающих устройств. Щиты и настилы предотвращают попадания брызг металла и искр на работающих на нижних уровнях;
- сварщик должен использовать специальные приспособления для переноски инструментов и электродов, а также для сбора огарков;
- сварочное оснащение должно иметь защитное от брызг, пыли и осадков исполнение; если его нет – следует соорудить навес из несгораемых материалов;
- если никакой защиты нет, то сварочные работы во время дождя и снега не ведутся;

Возможные неполадки при сварке
Чаще всего встречаются такие неполадки.
- Прилипание электрода. Сила тока недостаточна, следует ее увеличить.
- Выжигание поверхности без прилипания к ней. Сила тока завышена, ее нужно уменьшить.
- Трудности с «ловлей» дуги, стержень прожигается. Требуется электрод с меньшим сечением.
- Вспенивание шлака, горение электрода «козырьком». Электрод бракованный или на грани выработки. Подлежит замене.
Сама технология сварочных работ не слишком сложна; при необходимости работы по сооружению каркаса под несущую конструкцию могут быть проведены прямо на стройплощадке. Если строительные объемы невелики, нередко рабочие, сооружающие фундамент, так и поступают.

Сварка для устойчивых почв
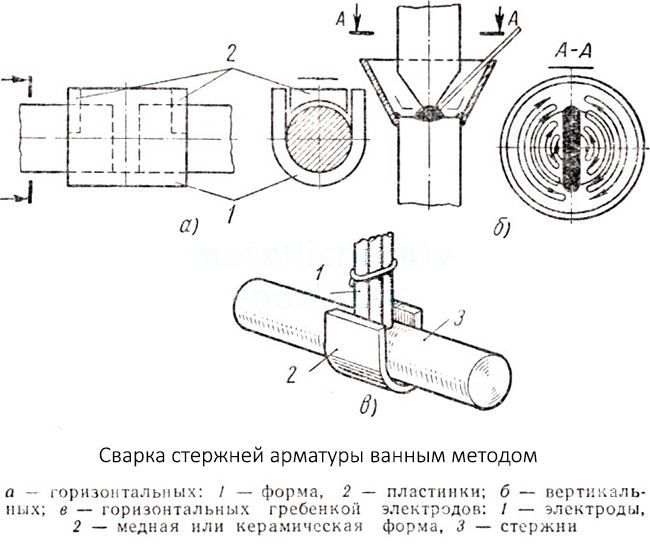
Особенности ванной сварки
Суть этой технологии заключается в оплавлении стальных стержней, которые погружаются в специальную форму из стального низкоуглеродистого материала – ванночку (можно изготовить самостоятельно или купить готовую матрицу). После этого концы прутков арматуры плавят электродами (с сечением 5-6 мм) при довольно сильном токе порядка 450-550 А. Когда оплавленный жидкий металл заполняет ванночку, происходит соединение арматурных стержней, которые превращаются в единый пруток, сечение которого будет зависеть от габаритов формы.
Полезно! Если сварка арматуры ванным способом выполняется при пониженных температурах, то мощность тока необходимо увеличить на 15%.
Подобная сварка подходит для колонн, фундамента и других конструкций, на которые будут приходиться большие нагрузки. Кроме этого, такой метод используется для:
- крупных арматурных изделий (диаметр прутков 2-10 см);
- армирования в виде решетки (когда каркас укладывается несколькими рядами);
- стыковки фланцев, изготовленных из стальных полос наибольшего сечения;
- соединения каркасов сложного типа.

Использование ванночки для сварки арматуры, позволяет стыковать стержни как горизонтальным, так и вертикальным методом. Благодаря этому значительно упрощается процедура создания швов, кантовка конструкции не требуется.
Как выглядит процесс сварки этого типа, наглядно показано на видео:
Рассмотрим подробнее ванный метод соединения армирующих элементов.
Минимизация негативных воздействий
Понятно, что природные факторы преодолеть не удастся (во всяком случае, в большинстве вариантов). Однако снизить отрицательное влияние сварки на металл в строительных работах считается вполне возможным. Специалисты разработали целый комплекс мер, направленных на минимизацию потерь при сварочных работах.
- Выбор арматуры под каркас. Настоятельно рекомендуется использовать прутья, отнесенные к классу A400C либо А500С. Их диаметр и содержание в металле углерода являются оптимальными для оборудования несущей конструкции способом сварки.
- Подбор электродов. Они должны соответствовать диаметру элементов, собираемых в каркас. Если предполагается использовать относительно тонкие прутья, годится большинство электродов, имеющихся в продаже. Если арматурный каркас сооружается из элементов с диаметром больше 14 мм, придется запасаться для этих случаев специализированными электродами. Причем желательно приобретать те из них, которые предназначены для работы с низкоуглеродистой сталью. Такие электроды менее интенсивно воздействуют при сварке на металл и обеспечат получение конструкции с большей прочностью.
- Сварочный аппарат. Для сварки арматуры для фундамента при соединении арматурных элементов рекомендуется использовать оборудование с плавным регулированием силы подаваемого тока. Недостаточный ток не даст возможности добиться надежного, прочного и качественного шва, что впоследствии может привести к проседанию фундамента, а то и к разрушению здания в целом. Избыточно интенсивный ток перекалит металл, и арматурный элемент после остывания приобретет хрупкость.

Нужен сварочный аппарат
- Чтобы сварное соединение вышло максимально прочным, требуется как можно крепче прижать друг к другу свариваемые элементы. Однако сделать это довольно трудно. Некоторые мастера советуют использовать шлифовальный инструмент. Прутья зачищаются до относительной гладкости, и площадь соединения арматуры возрастает.
И, наконец, встречаются рекомендации в строительных работах по обработке швов антикоррозийными составами. В месте соединения сваркой металл становится более уязвимым к воздействию влаги, а раствор, из которого заливается фундамент, содержит ее предостаточно и сохнет продолжительное время.
Тонкости сварных работ
Чтобы полностью развеять миф, почему нельзя варить арматуру в фундаменте, необходимо знать особенности выполнения всех действий.
Изначально готовится арматура нужного диаметра и длины, соответствующая проектному заданию на обустройство фундаментного каркаса. После этого предстоит следующий алгоритм действий:
- приобретенный материал проверяется на качество;
- выполняется отбраковка, в процессе которой определяются металлические заготовки, характеристики которых не соответствуют требованиям нормативных документов;
- стальные стержни зачищаются от коррозии, рихтуются, покрываются абразивным составом, режутся на заготовки требуемых размеров;
- все элементы будущей каркасной конструкции соединяются в общей плоскости легкими прихватками сварочным агрегатом, окончательная фиксация выполняется позже;

- заготовки будущей каркасной части фиксируют специальными кондукторами на расстояниях, определяемых проектными чертежами;
- конструкции прихватываются сваркой, уточняется соответствие параметров рамы данным проектной документации;
- заключительный рабочий этап – окончательная сварка каркаса.
Соблюдая технологические этапы сварки арматурных прутьев на строительной площадке, помните, что лучше использовать специальный агрегат для инверторной сварки.
Главными показателями режимов во время работы сварочного аппарата считаются:
- сечение электрода;
- величина рода и полярности электрического тока;
- показатель напряжения электродуги;
- скорость выполнения сварочных работ;
- количество подходов.
При контактном способе сварки и определении ее рабочего параметра основным показателем считают силу используемого тока, от которого полностью зависят качественные характеристики получаемого сварного шва и показатель производительности работ.
Выбор диаметра электрода выполняется с учетом толщины соединяемого металла. Необходимо помнить, что рабочий режим основан на уровне электрического тока. Когда используемый электрод толще четырех миллиметров, рекомендуется понизить стандартный показатель тока на десять – пятнадцать процентов. Определяясь с режимом полярности, отдавайте предпочтение обратной. В связи с тем, что при работе на постоянном электротоке активно вырабатывается тепловая энергия, возрастает вероятность того, что в металлическом материале появятся прожоги.
Новейшие сварочные агрегаты могут преобразовывать переменный электрический ток, и после включения соответствующего режима электроток, поступающий на электродный стержень, превращается в постоянный.
Выбирая скоростной режим, проследите, чтобы ванна, наполняемая раскаленной сталью, располагалась выше поверхности кромок. Лучше всего подбирать режим, при котором ширина сварочного шва в полтора – два раза превышает диаметр электродного стержня.
Собрав арматурную конструкцию, предназначенную для устройства фундамента, необходимо провести несложное испытание. На поверхность каркаса укладывается доска, по которой начинает ходить человек. Если каркасная система собрана по проектным чертежам, от веса она не будет изгибаться.
Перед тем, как начать подавать бетонную смесь, арматурная система дополнительно укрепляется, чтобы надежно зафиксироваться в фундаментном теле.

Способ вязки
Вязку осуществляют при помощи специализированной проволоки, что соединяет арматурины между собою в углах конструкций фундамента. Вязку осуществить достаточно легко, если знать основные принципы проведения работ.

Способ вязки
Когда фундамент уже возведен, то может еще некоторое время проседать в грунте. Это связывается с большой массой всего строения. В этом случае вязка даст соединяемой арматуре фундамента некоторую свободу, соединения останутся на положенных местах (их не порвет, как в случае со сваркой, если уровень проседания грунта в месте, выбранном для строительства, достаточно высокий). Можно смело говорить об использовании данного способа вязки арматурин даже и на самых сложных почвах. Сварка же не выдержит нагрузок и растрескается. При вязке такого не произойдет. Все соединения в фундаменте остаются более-менее подвижными. И этот нюанс не влечет за собой появление дополнительного напряжения в конструкции фундамента.

Вязка применяется на сложном грунте
Несложность и удобность процесса вязки в том, что все производится непосредственно на объекте (при габаритных конструкциях – иногда в цеху). Используется несложный инструментарий, с которым (в отличии от сварки, может справится даже не слишком опытный строитель). Чаще всего – это специального рода крюк, он позволяет соединить несколько частей арматуры меж собою. Работа соединения потребует минимальных затрат – хватает усилий одного рабочего. При применении данного способа, прочность всей конструкции не снизится, а структура металла сохранится. Жесткость с прочностью армирования – на должной высоте.
Кстати, для работы можно обзавестись и специальным инструментарием. Сегодня широко представлены пистолеты для вязки. Конструкция достаточно проста, а стоимость не слишком зашкаливает, так что можно себе позволить. К тому же, в результате стоимость работы снижается. Но можно пользовать и обыкновенный крюк для вязки.

Технологии вязки
Технология стыковки и соединения ручной дуговой сваркой
При выполнении сварки арматурных стержней важно правильно выбирать оборудование и расходные материалы, тщательно проверять и контролировать их качество.
Следует учитывать особенности проведения работ, перечисленные ранее. При предъявлении повышенных требований к готовому изделию, нужно качественно выполнять каждое сварное соединение. Потому как даже один ненадежный шов может привести к неравномерному распределению нагрузки и повреждению всей металлической конструкции.
В отдельных случаях для повышения жесткости конструкции необходимо приваривать дополнительные ребра. Они повлияют на прочность в лучшую сторону.
Полезное видео
Предлагаем посмотреть ролик, но обязательно просим учесть сказанное выше про сварку ответственных конструкций и проектную документацию.
Механический способ соединения арматуры
По сравнению с другими технологиями, механическая стыковка имеет ряд преимуществ.
- Не требуется нахлеста, что обеспечивает экономию металла. Нахлест увеличивает расход арматуры на четверть.
- По сравнению со сваркой, во-первых, это более производительный процесс, во-вторых, не требуется высокая квалификация работников.
Дополнительные плюсы механических стыковых соединений – прочность полученной конструкции и возможность реализации этой технологии при любых погодных условиях.
Для осуществления механической стыковки применяют в качестве оборудования гидравлический пресс, в качестве расходных материалов – стальные муфты. Ускорить механическое соединение стержней арматуры можно с помощью муфт с центральной перегородкой. Пруты вставляются в муфту, которую обжимают с помощью пресса. Наличие сменных штампов в прессе обеспечивает возможность работы с арматурой разного диаметра. Процесс осуществляют два человека.
Основные приемы вязки арматуры

Вязать арматурные прутья можно по-разному. Но в основном вяжут арматуру в соответствии со следующими принципами:
- кусачки для выполнения работы необходимы с притупленными концами (чтоб проволока не разрывалась в процессе загибания);
- соединять стержни можно, подтягивая их один к другому;
- производить соединение арматурных каркасов проще всего при помощи специальных стоек;
- если для того, чтобы вязать прутья, используется специальный крючок, количество его оборотов должно составлять не менее трех;
- если вязать арматуру неудобно, используют секционное соединение.
Опытные специалисты предпочитают вязать, а не варить арматуру фундамента по следующим причинам:
- прочность арматуры сохраняется на первоначальном уровне;
- сохраняется структура металла;
- сохраняются прочностные показатели металлов;
- сохраняются параметры жесткости материала.
На сегодняшний день в соответствующем секторе рынка можно приобрести специальные пистолеты, при помощи которых вяжут арматурные прутья.
В некоторых случаях прутья арматуры вяжут при помощи арматурных муфт. Но на современном отечественном рынке его используют не слишком часто, хотя зарубежные строители применяют муфты достаточно активно.
Узлы и материалы, используемые для связки арматуры
Соединять стержни допускается различными способами. Чаще всего при выполнении данного типа работ используются следующие типы связки:
- мертвая;
- двухрядная;
- угловая;
- крестовая;
- двойная;
- простая.
Рекомендуется использовать отожженную проволоку диаметром от 0,8 до 4 мм. Конкретный выбор сечения должен производиться с учетом особенностей возводимой конструкции. Что касается частоты крепления и шага укладки арматурных прутов, данные показатели рассчитываются заблаговременно на стадии создания проекта и обязательно указываются в рабочей документации.

Вязать арматуру для фундамента можно непосредственно на строительной площадке или в специально оборудованном цехе. Инструмент для работы можно применять самый простой. Чаще всего речь идет о крюке из специальной проволоки, которая позволяет надежно соединять между собой несколько прутьев арматуры. Так же можно использовать арматурные кусачки.
Если планируется большой объем работы, можно приобрести пистолет для арматуры, который достаточно прост в испонии. К тому же его использование позволяет существенно увеличить скорость вязки.
Пистолет – это профессиональный инструмент, стоимость которого достаточно высокая. Поэтому если речь идет об единичном случае соединения каркаса арматуры, покупать его окажется нерентабельно.
Для удобства выполнения работы проволоку, с которой специалисты будут вязать каркас, необходимо перед работой нарезать на отдельные куски, длина которых может варьироваться от 80 до 100 мм и связать их в пучки. Не окажется лишним промаркировать подготовленную проволоку по длине и диаметру. Проще всего произвести маркировку посредством погружения кончиков прутков в емкость с соответствующей масляной краски.